HI-FI COMPONENT

デノンの新たなフラッグシップ・プリメインアンプ PMA-SX1。カタログでは語り尽くせないその本質を、開発に関わった匠たちにインタビュー。第4回は製造を担当している白河工場の生産本部生産部 増子敏美と君島直樹が語ります。
デノンの新たなフラッグシップ・プリメインアンプPMA-SX1に開発に関わった4人の「匠たち」にインタビューし、
カタログやスペックなどでは語り尽くすことのできないPMA-SX1の本質に迫る「PMA-SX1の匠たち」。
第4回はPMA-SX1の製造を担当しているD&M白河工場 生産本部生産部 増子敏美と君島直樹が語ります。
PMA-SX1の匠たちシリーズ一覧はこちら。

Advanced UHC MOS シングルプッシュプル回路と
バランスアンプ回路を搭載した新世代のフラッグシップ・プリメインアンプ
プリメインアンプ
PMA-SX1 580,000 円(税抜価格)


D&M 白河工場 生産本部生産部 増子敏美(左)、君島直樹(右)
●作業性や量産性の視点で、試作段階から参画。
■「PMA-SX1の匠シリーズ」4回目は実際にPMA-SX1の製造を担当している
D&M白河工場の生産本部生産部の増子さんと君島さんにお話をうかがいます。
PMA-SX1の開発では、生産チームとしてどのプロセスから参画していたのでしょうか。
増子:試作段階からです。試作にはDPP(デザインプリプロダクション=設計試作)とLPP(ラインプリプロダクション=量産試作)があります。
DPPは生産技術という別のセクションが制作しますが、
その後のラインでの製造時に問題が出ないように、量産性、作業性という視点から私たちも関わっていきます。
また製品企画段階でも製造のしやすさを考慮した設計を提案します。
これは 新しいモデルの設計に先立って行う、現在のモデルに対しての改善提案です。
ですから、厳密には企画段階から参加しているとも言えます。

製品製造課 課長 増子敏美
■生産セクションとしての具体的な作業はLPP(量産試作)の段階から、ということでしょうか。
増子:そうですね。LPPでは実際に量産時と同じようにラインで製品を作ります。
まず、制作手順が詳細に記載された「指導票」というものが発行されます。
現在はペーパーレス化され、アップデートの管理のしやすさなどから、iPadで閲覧するものとなっています。
その指導票を見ながら作業者が実際にラインで製品を作ります。
そして仕上がった製品に構造や性能の問題がないかを確認し、問題があればMP(マスプロダクション=本生産)までに解決します。
■フラッグシップモデルであるPMA-SX1の生産に関して大変な面はありますか。
増子:私たちは「フラッグシップモデルだから一生懸命やる」ということはありません。
どのモデルでも同じようにしっかり、ていねいに作業を行っています。
ただPMA-SX1に関して言えば、高級な部材が多く、重量もあるパーツが多い点は、他のモデルとは違って特別ですね。
フロントパネルの厚みが15mmありますが、これがかなり重いんです。
もちろん傷などつけられませんので、扱いには非常に気を遣います。
また、メインボリュームもアルミ削り出しで、これもかなりの重量です。
このようにパーツ一つ一つに高級感が漂っていますから、作る時は「よっしゃ」と気合いが入ります。
そういう意味で充実感はありますね。
君島: 1台の「組み立て」「検査」「梱包」といった工程に要する時間を
私たちはスタンダードタイム(標準時間)と呼んでいますが、PMA-SX1のスタンダードタイムは他のアンプに比べるとかなり長く、
他のアンプの倍ぐらいの作業時間を要します。
構成点数も工数も多く、しかも難易度が高い、というのが理由です。
また検査にも時間がかかります。
信号関係だけでなく、外観の検査にも繊細な部分が求められていますので、検査は非常にていねいに行っています。
あとは今、増子が申し上げたように、やはり重さが他のモデルとは違いますね。
最終的に箱に入った時点で、32kgぐらいの重量になりますので、作業自体も結構大変です。

製造グループ リーダー 君島直樹
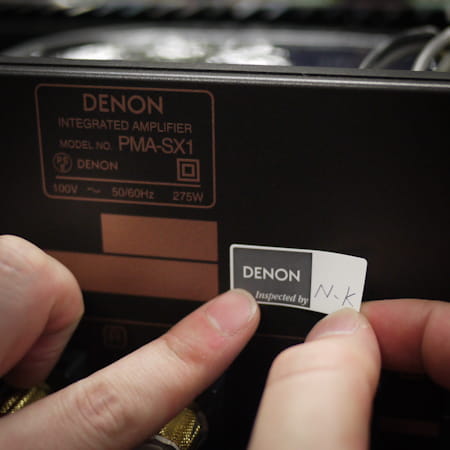
■PMA-SX1には一台一台サインが入っていると聞きました。
君島:検査を終えてPMA-SX1を梱包する前に、リアパネルにインスペクションラベルというものを貼っています。
これは最終的に検査に合格したという意味で、品質を保証するラベルなんです。
これを一台一台に貼っています。
今のところPMA-SX1に関しては全て私が責任を持って送り出しておりますので、
君島直樹のイニシャルであるNKというサインを入れています。
自分のイニシャルを書いてお客さまへと送り出すわけですから、やはり責任を感じますし、イニシャルを入れる時には気が引き締まります。
■組み立て工程を見学しましたが、1台1台ていねいに音を出して検査をしていました。
君島:もちろん1台1台すべて検査をします。
信号を入力し、オシロスコープを使って確認する検査もありますし、ヘッドホンで緻密に音を聴きながら行う検査もあります。
また本体にショックを加えてノイズが出ないか、といった検査の時にはスピーカーから音を出しながら検査をします。
■検査の時に使う音楽は決まっているのですか。
君島:特に決めておりませんので、作業する人間が各自聴きやすい曲を選定しています。工場ではいろんな曲が流れていますよ。
■ちなみに君島さんはどんな曲を使うのですか。
君島:実は私が好んで使う曲は、アデルの「Someone like you」という曲です。
「Someone like you」が収録されたアルバム。
アーティスト名:アデル
アルバム・タイトル:21
Hostess Entertainment
●プリメインアンプ職人たちが作り上げるPMA-SX1。

■工場で作られている工業製品ではありますが、工房で作られている工芸品のような印象を受けました。
増子:オーディオ機器は非常に繊細ですから、手順通りやれば誰でも作れる、という製品ではありません。
白河工場では、作業者に様々な教育を行っていますし、
アンプを作るラインの作業者は常にアンプを作るようにすることで、知識や経験が蓄積できるようにしています。
君島のチームは「プリメイン職人」と言っても過言ではないメンバーたちで、
もう10年ぐらいプリメインアンプを中心に作り続けています。
君島:私のチームの現在のメンバーは、3年〜9年の経験を持っていますね。
■白河工場には設計のセクションもありますが、それもメリットでしょうか。
増子:やはり生産の現場に設計チームがいることのメリットは大きいと思います。
常に設計者の顔が見える環境ですから、仮に不明点や疑問点などがあればすぐに確認できますし、
設計者も製造の現場をいつでも見ることができます。
こういった環境で何年も製品づくりをしていますから、作業者は自然と設計者の意図がくみ取れるようになります。
たとえばネジでも、指導票に書かれている取り付ける順番や締めるトルクの強さの違いにはどんな意味があるのか。
その設計の意図を理解して作業ができるか否かで、最終的な製品の質に大きく関わってくると思います。
設計と一体となったモノ作りこそが「白河工場」の大きなアドバンテージだと思います。
●進化する工場を目指して。
■白河工場の特徴を教えていただけますか。
増子:私たち白河工場では日本でのモノ作り、白河でのモノ作りを誇りにできるように、
質の高い製品作りを目指して日々「改善活動」と「品質活動」を行っています。
改善活動では、製造現場で一般に言われている「5S (整理、整頓、清掃、清潔、躾)」という基本を大切に実践しています。
また「改善提案」も実施しています。作業の現場から改善案を募集し、簡単なものであれば、すぐに実際にやってみます。
時間が掛かるものであれば、計画的に進めます。
また週に一回はテーマを設定して改善活動に取り組んでいます。

■「品質活動」とは、どんなことでしょうか。
増子:一言で言えば「より高い品質の製品を作る」ことです。ここ、白河では、たくさんの品質活動を行っています。
たとえば電気製品は静電気が原因で不良が出ることがありますが、
それを防ぐために、白河工場では徹底的な静電対策を行っています。
その静電対策としては、作業員が全員、静電靴、静電服、さらにリストバンドなどを身につけます。
また作業場所もラインの近傍にはすべて、静電気を地面へと逃がすようにアースを取り付けられた静電マットを敷いています。
■ネジなども最適な締めつけ強度が決められているのでしょうか。
増子:ネジの締め付けトルク管理は組み立てに関する重要な品質です。
ネジのトルクや締める順番はすべて指導票で細かく指定されています。
組み立ての現場では正確に指示通りのトルクでネジが締められるように、規定のトルクの電気ドライバーを複数用意して管理しています。
トルクは朝の作業開始時に必ず確認をし、数値に狂いがないように管理を徹底しています。
■ハンダ付けなども品質に関わるところでしょうか。
増子:ハンダに関しては、実際のところ白河工場ではほとんどが機械化されています。
ただパーツによっては機械でできないものがあり、これは作業者が手付けで行っています。
ハンダについては社内で資格認定制度があり、有資格者だけが、その作業を行っています。
PMA-SX1で言えばラジエーターの部分でハンダの手付けを行っています。
これは構造上、必要だということもありますが、信頼性や品質面といった意味も持っています。

君島:調整検査に関しても社内の資格認定制度があります。
シャーシ検査と言うのですが各入力チャンネルが正常か、歪率が設計値に入っているか、
外観の傷や隙間、ノブの偏り、LEDの点灯などをチェックします。
特に重要なのがアンプのアイドリングの電圧の調整です。
これはラジエーターの基板に半固定のボリュームがついており、
これを設計が指示する範囲内の数値に入るようにアイドリング値を設定するものです。
音に関わる大切なところですから、こうした検査に関しても有資格者が作業しています。
増子:資格といえば、これは自己啓発の一環としてですが、
白河工場では国家資格である「電子機器組立技能士」の取得も推奨しています。
また、品質管理に関する「品質管理検定(QC検定)」にも積極的にチャレンジしています。
これらの有資格者が、別途時間をとって工場内で教育を行い、
工場全体で技能の向上を図ることで白河製品の品質を維持しています。
■お話をうかがって気づきましたが、製品開発やデザインは製品のリリースでいったん終わりますが、
生産は開発段階から、発売、そして生産完了まで、ずっと続くプロセスなんですね。
増子:その通りです。ですから我々は品質の高いモノ作りを行うために、常に品質も含めた改善を行っています。
白河工場は「進化し続ける工場」を目指しています。
■最後に読者に方にメッセージをお願いします。
君島:6年ぶりのフラッグシップモデルのプリメインアンプということで、気合いを入れ、想いを込めて作っています。
ぜひ店頭などで、実際に音を聴いていただきたいと思います。
増子:開発やデザインはもちろんですが、ラインスタッフのプリメインアンプ職人たちの技能と技術を結集した製品となっています。
組み立てから梱包まで、一つ一つていねいに、おもてなしの心を込めて作らせていただいていますので、
お客さまにも必ずや満足していただけるのではないでしょうか。
ぜひ店頭で、仕上がりの美しさ、そして音の素晴らしさをご確認いただきたいと思います。

ありがとうございました。
4回にわたって連載してきた「PMA-SX1の匠たち」も、今回で終了となります。
匠たちの誇りと技術を結集したプリメインアンプPMA-SX1を、ぜひ店頭でご覧ください。
(Denon Official Blog 編集部 I)